
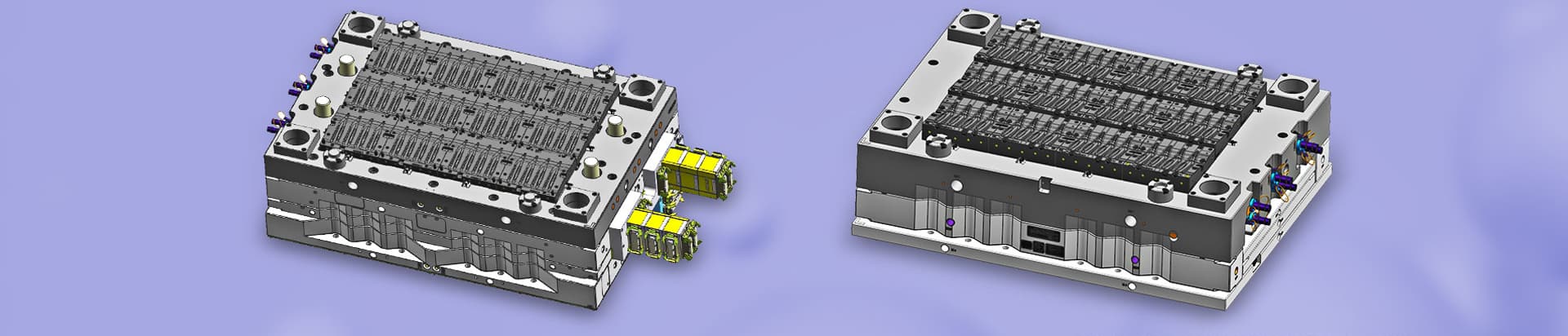
The remote control is commonly used in our lives. The surface of the panel is complicated. To carry out the design and manufacturing of plastic molds, it is necessary to first develop the structure design of the remote-control panel mold according to the curved surface and structural characteristics of the 3D drawing shape of the plastic part, and integrate the effective mold processing technology. Then the key parts of the remote-control panel mold are split into mold cavity, core and copper male components. Subsequently, draw up the mold processing technology.
The remote control is generally composed of three parts: the front panel, the back cover of the mobile phone and the rechargeable battery cover. The complicated structure is the panel. The panel is all composed of curved surfaces. The arc in the middle of the curved surface is semi-small, and the connection is rounded. The top of the plastic part is designed with a small gap for sending the remote-control data signal. Eight internal buckles are designed on the inside of the front and back cover of the mobile phone. To design the guide rail slider core pulling equipment is a difficult problem in mold tool design. From the comprehensive consideration of injection molding, production processing and production costs, the three parts of the remote control are designed in a set of molds. It uses a standard mold base. The mold core material is made of high toughness mold steel.
The remote control requires high precision on all levels, with a symmetrical wall thickness of 1.2 mm, and the surface pattern is resolved. The three parts of the front cover, the back cover of the mobile phone and the rechargeable battery cover cooperate closely with each other. Since the remote control is not installed with screws, there are several buckle structures on the front, rear, left, and right covers, core pulling must be carried out. However, the stroke arrangement of the core-pulling is relatively short. The buckle structure of the rear cover adopts an oblique guide post to organize the structure, and the buckle structure of the panel adopts an oblique guide rail as well as slider structure to reduce the mold size and ensure the credibility of the core-pulling. The key and difficult problem in the design and production of the remote-control panel mold is the 52 button holes and cross grooves on the panel. Based on the aesthetics of the appearance, the holes and grooves are designed to be more complicated, and the front, back, left, and right sides are divided into many steps and slopes. The size of the hole is not large, which creates great difficulties for design and production.
The key to the mold core design is to solve the problem of small vacancies in the front-end development signal transmitter, 49 small buttons and cross grooves. When designing the remote-control panel mold, copy the curved surface belonging to the front mold part to the front, rear, left, and right molds. The analysis surface of the mold is a plan view. It widens the small gap of the remote-control front-end development push data signal to 11mm when the front and rear mold are designed and manufactured, and designs the pillow position.





 Call us on:
Call us on:  Email Us:
Email Us:  No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.
No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어