

Injection molding is a processing method used in mass production of plastic parts. The specific principle is to inject the heated plastic raw materials into the cavity of the plastic injection mold under high pressure by the screw of the injection molding machine. After cooling and curing, the plastic injection molded products are obtained. Injection mold is one of the indispensable tools for plastic parts molding production, and the other is injection molding machine, neither of which is indispensable.
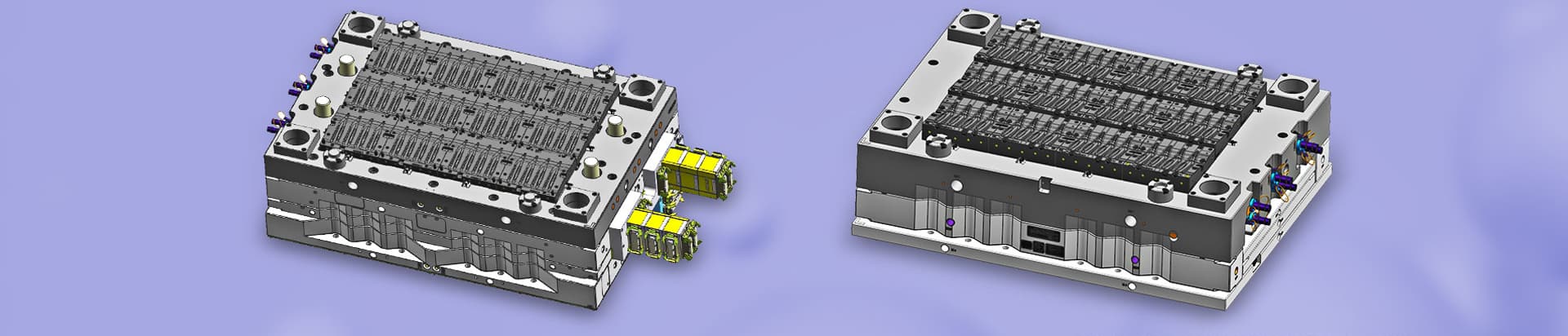
Here we mainly introduce the structure of the plastic injection mold. The plastic injection mold is composed of two parts: the moving mold and the fixed mold. The moving mold is installed on the moving template of the injection molding machine, and the fixed mold is installed on the fixed template of the injection molding machine. During injection molding production process, the movable mold and the fixed mold are closed to form the gating system and cavity. During mold opening, the movable mold and the fixed mold are separated to take out the injection molded plastic parts.
Due to the variety and performance of plastic, the shape and structure of plastic products and the type of injection machine, the structure of different plastic injection molds may vary greatly in detail, but the basic structure is as follows:
It is mainly composed of gating system, temperature regulating system, molding cavity system, exhaust system, guiding system, ejection system, etc. The gating system and molding cavity system are the parts in direct contact with plastics and change with plastics and parts. They are the most complex and most variable parts in mould, requiring the highest processing finish and precision.
It refers to the part of the flow channel before the plastic resin enters the mold cavity from the nozzle, including the main runner, the cold slug well, the sub-runner and the gate.
It refers to the combination of various parts that form the shape of the product, including moving die, fixed die, cavity, core, etc. The core forms the inner surface of the product, and the cavity forms the outer surface shape of the plastic parts. According to the process and manufacturing requirements, sometimes the cavity and core are composed of several inserts, sometimes they are made into a whole, and only the parts that are easy to be damaged and difficult to be machined are used with inserts. This is to ensure that the insert can be replaced with a new one after being worn during long-term use. HanKing Mould usually processes some spare parts for customers, our customer doesn't have to worry about the subsequent mold maintenance.
In order to meet the requirements of injection process on mold temperature, a temperature regulating system is needed to adjust the mold temperature. For thermoplastics injection moulds, the cooling system is mainly designed to cool or heat the moulds. The common method of mold cooling is to make cooling water channels in the mold, and use the circulating cooling water to take away the heat of the injection mold; In addition to using cooling water to pass hot water or hot oil, electric heating elements can also be installed inside and around the mold.
In the process of injection molding, air will be produced in the cavity and gas will also be produced when the plastic resin melts. These gases must be discharged from the mould. When the venting is not smooth, the surface of the plastic products will form air marks, burning and other undesirable phenomena; The exhaust system of the injection mold is usually set up with a slot type air outlet in the mold, which is called the venting slot. The location and quantity of the venting slot play a critical role in the quality of the injection molded plastic parts. HanKing Mould engineers have great experience on how to design a perfect plastic injection mold structure. If your product has poor appearance due to the venting problem, please contact us and ask our engineer to help you.
In general, the exhaust hole can be located at the end of the molten material flow in the mold cavity or on the parting surface of the injection mold.
The latter is to open a shallow groove with a depth of 0.03-0.2mm and a width of 1.5-6mm on one side of the cavity. During injection, there will not be a lot of molten material seeping out of the vent hole, because the molten material will cool and solidify there and block the channel. The position of the venting port must not be facing the operator to prevent accidental ejection of molten material and injury. In addition, the fit clearance between the ejector pin and the ejector hole, the gap between the ejector block and the core, the stripper plate and the core, can also be used to exhaust.
The guide part must be made in the mould which is set up to ensure the accurate alignment of the moving and fixed molds during mold closing.
The guiding system of the injection mold is usually composed of four sets of guide pin and guide bush, and sometimes it is necessary to set the inner and outer conical surfaces on the moving mold and the fixed mold to assist in positioning.
When the injection molded plastic part is formed and cooled in the tooling mould, the cavity and core of the mold are separated and opened, and the ejector pin pushes the plastic molded product and its condensate in the runner out under the push of the ejector pin of the injection molding machine, so as to carry out the next shot injection molding production.
Ejection system generally consists of ejector pin, ejector pin plates, ejector pin guide pin, ejector pin return spring, ejector pin plate locking screw, etc.
In terms of structure, plastic injection mold is composed of mold base, mould cavity, other auxiliary and standard components.
Many years ago, tooling makers needed to process mold base by themselves. Later, the emergence of standard mold base supplier greatly saved the time of mold design and injection tooling manufacturing. Today, injection tooling makers order mold mase directly from the mold base factory.
The mold cavity and core is the plastic part in injection mold, which is the most important part of the mold.
Common auxiliary parts and standard components of plastic injection mold include locating ring, nozzle bushing, ejector pin, support pin, ejector plate guide pin, guide bush, stop pin, etc.
The design experience is particularly important to make the designed mold easy to process, easy to assemble, long running life cycle, good price and nice quality products. HanKing engineer is able to provide design consult service to customer freely, and perfect solutions can also be provided for design changes, contact us for design suggestion.
When it comes to the design and manufacture of plastic injection molds, HanKing Mould has rich experience in making various types of molds, and has advanced CNC machining centers, mirror EDM machines, precision wire cutting machines, three-dimensional measurement, large injection molding machines and other equipment. Most of the equipment are imported, which can meet the different injection molded plastic parts processing needs of customers.





 Call us on:
Call us on:  Email Us:
Email Us:  No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.
No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어