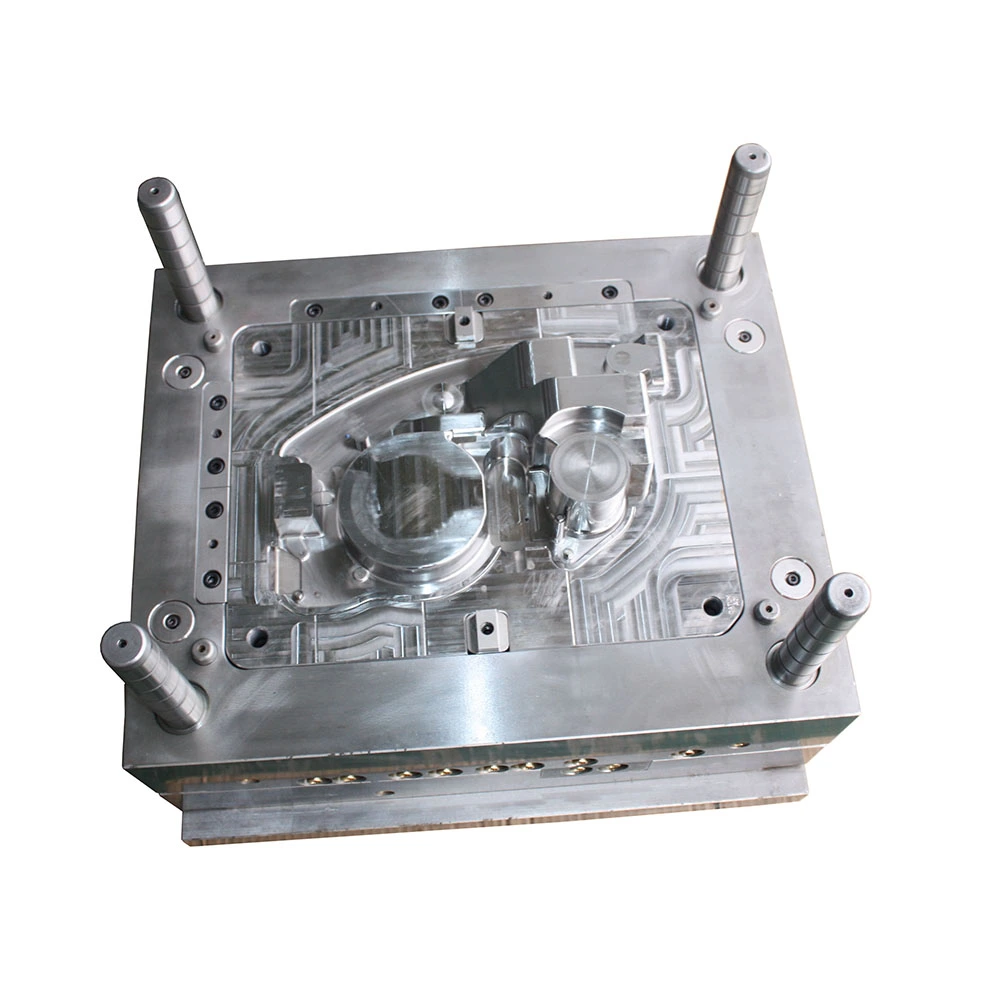
Mould Name: Plastic Injection ABS Molds
Part Material: ABS
Product Size: 172*123 mm
Product Description: clear window
Mould Cavity: 1 Cavity
Mould Size: 300*380*250 mm
Mould Cavity Steel: ASSAB 8407
Mould Injection System: hot runner
Mould Ejection System: Round ejector
Mould Cycle Time: 38s
Mould Life Cycle: 500,000
Lead Time: 42 working days
Mold export to: Europe
For ABS plastic part molds, HanKing will make good plastic injection mold design from wall thickness, draft angle, venting, ejector system, balance and a good runner.
The wall thickness of the product is related to the flow length of the melt, production efficiency, and use requirements. The ratio of the maximum flow length of the ABS melt to the wall thickness of the product is about 190:1. This value will vary depending on the grade. Therefore, the wall thickness of the ABS product should not be too thin. For products has electroplating requirement, the wall thickness should be slightly thicker to increase the adhesion of the coating to the surface of the article. For this purpose, the wall thickness of the product is preferably between 1.5 and 4.5 mm.
When considering the wall thickness of the product, we should pay attention to the uniformity of the wall thickness, do not make big difference wall thickness. For the products to be electroplated, the surface should be flat without unevenness, because these parts are difficult to remove due to static electricity, which is difficult to remove. The fastness of the coating deteriorates. In addition, the presence of sharp corners should be avoided to prevent stress concentration. Therefore, it is advisable to use arcs for transitions such as corners and thick joints.
The draft angle of the product is directly related to the shrinkage rate. Due to the different grades, the different shapes of the product and the different molding conditions, the molding shrinkage rate has a certain difference, generally 0.3~0.6%, sometimes It is 0.4~0.8%, so its product molding size accuracy is high. For the ABS product, the draft angle is considered as follows: the core portion is 31° in the demolding direction, and the cavity portion is taken 4 (/1° 20' in the stripping direction. For products with complex shapes or letters and patterns, the draft angle should be appropriately increased.
Since the products surface finish has a great influence on the electroplating performance, any slight scratch on the surface will be apparently exposed after electroplating, so that no damage is allowed on the cavity. It is also required a large effective area for ejection, good synchronization of the multiple ejector pins in the ejection process, and uniform ejection force.
In order to prevent the occurrence of poor venting in the process of filling, cause melt burning, the obvious seam line and other problems, it is required to open a vent hole or venting groove in which the depth is not more than 0.04mm, so the gas can be exhausted.
 Call us on:
Call us on:  Email Us:
Email Us:  No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.
No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어 Enquiry
Enquiry