
ABS, like PS, is a thermoplastic with excellent processing properties, and can be molded by general processing methods.
The melt viscosity of ABS is higher, and its fluidity is better than that of PVC and PC, but worse than PE, PS and PA, and similar to POM and HIPS; the flow characteristics of ABS are non-Newtonian fluids, and its melt viscosity and processing temperature, shear The shear rate is related, which is more sensitive to the shear rate; the melt of ABS cools and solidifies faster.
ABS has good thermal stability and is not prone to degradation. The thermal decomposition temperature is greater than 250°C. Although the thermal stability of ABS in inert gas is very good, thermal oxygen will cause degradation reaction when heated, so it is necessary to add antioxidants, such as main antioxidant 1010, auxiliary antioxidant 168 and so on. After the ABS is shut down, the screw and barrel should be cleaned in time to avoid thermal decomposition for a long time.
ABS is an amorphous polymer with no obvious melting point, but it can be melt-processed in the temperature range of 217-237°C.
ABS has a high water absorption rate. If it is not dried, it will produce defects such as silver streaks and bubbles on the product. Therefore, ABS should be dried before processing to make its moisture content below 0.4%. The drying conditions for general products are: temperature 80~85℃, time 2~4 hours; for products with special requirements (such as products that require electroplating), the drying conditions are: temperature 70~80℃, time 18-24 hours.
ABS injection molding products are prone to internal stress during processing. The size of the internal stress can be checked by immersing the product in glacial acetic acid; if the internal stress is too large, or the product requires no stress cracking, it should be annealed. The specific method is: Put the product in a 70-80°C hot air circulating drying oven for 2 to 4 hours, and then cool to room temperature.
ABS has good thermal stability, but at 265°C, the residence time of the material in the barrel should not exceed 5 to 6 minutes; and at 280°C, the residence time of the material in the barrel should not exceed 2 to 3 minutes; If an accident occurs during the injection molding process, the temperature of the barrel should be lowered to 120°C first, and then the barrel should be cleaned. Some ABS plastic parts have no problems when they are just produced, but they may appear brown or streaks during the storage period, which may be caused by overheating of the barrel or excessive residence time.
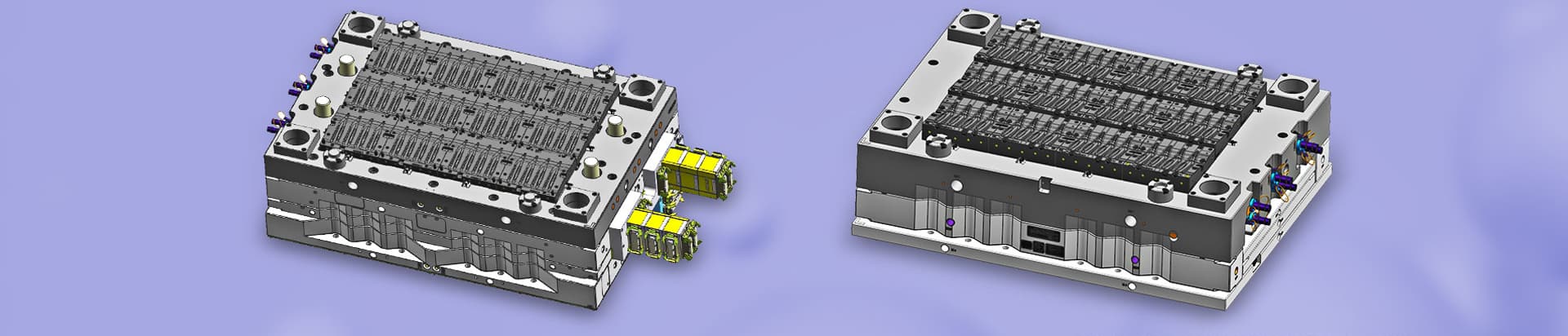
Many factories do not pay attention to injection molding parameters, and set the machine by the primary operation before the production starts, so that good plastic products cannot be obtained. In HanKing Mould Engineering Ltd, we have very experienced injection molding engineers, fully grasped the characteristics of ABS injection molding processing characteristics as well as other plastic material injection molding.





 Call us on:
Call us on:  Email Us:
Email Us:  No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.
No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어