
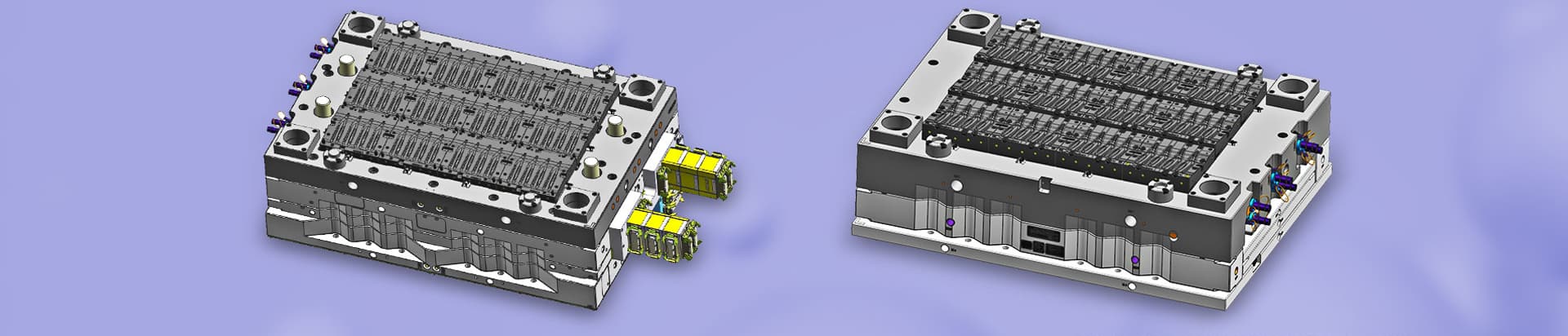
Injection molding mold is a tool that is matched with plastic molding machines in the plastics processing industry to give plastic products a complete configuration and precise dimensions. According to the different molding methods, it can be divided into different types of molds. Through the cooperation of various systems or auxiliary mechanisms in the injection molding mold, the plastic particles are liquefied and filled into the mold cavity by high temperature, and the tool for producing industrial parts with specific shape, size, function and quality.
Common injection molding molds can be divided into the following categories:
1. Single parting surface injection molding mold
When the mold is opened, the movable mold and the fixed mold are separated to take out the plastic parts, which is called a single parting surface mold, also known as a double-plate mold. It is the simplest and most basic form of injection mold. It can be designed as a single-cavity injection mold or a multi-cavity injection mold according to needs. It is the most widely used injection mold.
2. Double parting surface injection molding mold
The double parting surface injection molding mold has two parting surfaces. Compared with the single parting surface injection molding mold, the double parting surface injection molding mold adds a partially movable intermediate plate (also called the movable gate plate, which is equipped with gate, runner and other parts and components required by fixed mold), so it is also called three-plate (moving template, intermediate plate, fixed template) injection mold, which is often used in single cavity or multi cavity injection mold with point gate feeding, when the mold is opened, the intermediate plate is separated from the fixed platen by a certain distance on the guide column of the fixed mold, so that the pouring system condensate can be taken out between the two plates.
The double-parting surface injection mold has a complex structure, high manufacturing cost, and difficult parts processing. Generally, it is not used for the molding of large or extra-large plastic products.
3. Injection molding mold with lateral parting and core pulling mechanism
When the plastic part has side holes or undercuts, it is necessary to use a core or slider that can move laterally. After injection molding, the movable mold first moves down a certain distance, and then the inclined section of the curved pin fixed on the fixed plate forces the slider to move outward, and at the same time, the push rod of the demoulding mechanism pushes the push plate to make the plastic part take off from the core.
4. Injection molding molds with movable molding parts
Due to some special structures of injection molding mold parts, the injection molding mold is required to be equipped with movable molding parts, such as movable punches, movable concave molds, movable inserts, movable threaded cores or rings, etc., which can be combined with the plastic parts during demolding. They are removed from the mold together, and then separated from the plastic part.
5. Automatic thread unloading injection molding mold
For threaded plastic parts, when automatic demolding is required, a rotatable threaded core or ring can be set on the injection molding mold, and the mold opening action or the rotation mechanism of the injection molding machine, or a special transmission device can be used to to drive the screw core or screw ring to rotate, so as to get out of the plastic parts.
6. No runner injection molding mold
The runnerless injection molding mold refers to the method of adiabatic heating of the runner to keep the plastic between the nozzle and the cavity of the injection molding machine in a molten state, so that there is no gating system congealing when the mold is opened and the plastic parts are taken out. The former is called adiabatic runner injection mold, and the latter is called hot runner injection mold.
7. Right-angle injection molding mold
Right-angle injection molding molds are only suitable for angle injection molding machines. Different from other injection molds, the feeding direction of this type of mold is perpendicular to the opening and closing direction during molding.
Its main flow channel is opened on both sides of the moving and fixed mold parting surfaces, and its cross-sectional area is usually unchanged, which is different from other injection molding machine molds. Replaceable runner inserts can be set at the end of the sprue to prevent wear and deformation between the nozzle of the injection molding machine and the inlet end of the sprue.
8. Injection molding mold with demolding mechanism on fixed mold
In most injection molds, the demolding device is installed on the side of the movable mold, which is conducive to the work of the ejector device in the mold opening and closing system of the injection molding machine.
In actual production, some plastic parts are limited by the shape, and it is better to leave the plastic parts on the side of the fixed mold for molding. In order to make the plastic parts come out of the mold, a demolding mechanism must be installed on the side of the fixed mold.




 Call us on:
Call us on:  Email Us:
Email Us:  No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.
No.23, XingYi Road, Wusha Community, Chang'an Town, Dongguan City, Guangdong Province, China.  English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어